












一种支柱全自动包塑装置发明专利-9479威尼斯
更新时间:2024-08-01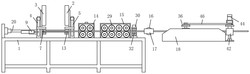 专利申请类型:发明专利;
专利申请类型:发明专利;地区:江西-赣州;
源自:赣州高价值专利检索信息库;
专利名称:一种支柱全自动包塑装置
专利类型:发明专利
专利申请号:cn202211004304.6
专利申请(专利权)人:龙南格林园艺制品有限公司
权利人地址:江西省赣州市龙南市龙南经济技术开发区会龙工业园
专利发明(设计)人:朱茜,吴平忠,容文忠,月德,廖楠
专利摘要:本发明公开了一种支柱全自动包塑装置,该支柱全自动包塑装置旨在解决现在的支柱生产过程中两端人工装配塑胶件导致质量不稳定与效率低的技术问题。该支柱全自动包塑装置包括机架、安装于所述机架上端的固定支座、安装于所述机架上端的四位输送机构。该支柱全自动包塑装置让玻纤管和塑料件配件自动排序,并通过伺服驱动机构令玻纤管精准配入塑料件,使得两端塑胶件装配质量稳定,然后直接进行连续包塑并通过四位输送机构稳定的传动玻纤管令其经过包塑和热塑机构并均匀覆膜,配以接料装置处精准的断开装置以及自动计数装置,可以有效的将连续包塑的若干玻纤管之间断开,避免两端塑胶件松动或脱落的同时,使得落料后支柱方向一致,从而便于后续两端切削时上料。
主权利要求:
1.一种支柱全自动包塑装置,该支柱全自动包塑装置包括机架(1)、安装于所述机架(1)上端的固定支座(2)、安装于所述机架(1)上端的四位输送机构(15);其特征在于,所述机架(1)上端设置有活动支座(3),所述活动支座(3)设置于所述固定支座(2)左侧,所述活动支座(3)前端安装有一号送料架(4),所述固定支座(2)前端安装有二号送料架(5),所述一号送料架(4)和所述二号送料架(5)内侧均竖向设置有不同规格的塑胶件(6),所述固定支座(2)与所述活动支座(3)对向一侧安装有倾斜平面的送料台(7),所述送料台(7)上端之间分布有若干玻纤杆(8),所述一号送料架(4)左端安装有水平油缸(9),所述一号送料架(4)和所述二号送料架(5)底端均开设有左右贯通的顶出孔(10),所述二号送料架(5)右端安装有一号垂直油缸(11),所述一号垂直油缸(11)下端安装有端头板(12),所述固定支座(2)与所述活动支座(3)对向一侧安装有前端具有限位片的挡板(13),所述挡板(13)前端设置于所述一号送料架(4)和所述二号送料架(5)下方,所述机架(1)上端设置有包塑机构(14),所述包塑机构(14)设置于所述固定支座(2)与所述四位输送机构(15)之间,所述四位输送机构(15)右侧设置有送热管(16),所述送热管(16)前端安装有具有左右贯通的孔槽的热塑机构(17),所述热塑机构(17)右侧设置有接料箱(18);
所述活动支座(3)右端安装有两组处于同一水平面的线性电机(19),所述机架(1)上端水平安装有贯穿于所述活动支座(3)和所述线性电机(19)的导轨(20),所述导轨(20)右端固定连接于所述固定支座(2)左端;
所述固定支座(2)与所述活动支座(3)对向一侧安装有二号垂直油缸(23),所述二号垂直油缸(23)设置于所述送料台(7)上方,所述二号垂直油缸(23)下端安装有竖向伸缩的卡块(24),所述送料台(7)内侧开设有落料槽(25),所述卡块(24)设置于所述落料槽(25)上方;
所述包塑机构(14)包括安装于框架后端的注塑机(26),安装于框架前端的四组矩形分布的挤压辊轮(27),所述注塑机(26)与所述挤压辊轮(27)之间具有输送塑胶薄膜材料的管道,所述挡板(13)前端高度和所述水平油缸(9)的液压轴杆高度与所述挤压辊轮(27)之间的中心点高度相同;
所述四位输送机构(15)包括安装于框架后端的驱动电机(28),上下对称安装于框架前端的四组输送辊轮(29),所述输送辊轮(29)固定连接于所述驱动电机(28)的输出轴上,所述输送辊轮(29)之间的中心点高度与所述挤压辊轮(27)之间的中心点高度相同。
2.根据权利要求1所述的一种支柱全自动包塑装置,其特征在于,所述固定支座(2)和所述活动支座(3)背向一端安装有卡固环(21),所述固定支座(2)一侧的卡固环(21)左端固定安装有平衡梁(22),所述平衡梁(22)活动连接于所述活动支座(3)一侧的另一所述卡固环(21)内侧,所述平衡梁(22)水平设置于所述固定支座(2)和所述活动支座(3)上端。
3.根据权利要求1所述的一种支柱全自动包塑装置,其特征在于,所述四位输送机构(15)右端安装有定位机构(30),所述定位机构(30)上端安装有三号垂直油缸(31),所述三号垂直油缸(31)的液压轴杆上固定连接有上承台(32),所述定位机构(30)前端安装有高度与所述输送辊轮(29)之间的中心点高度相同的下承台(33),所述上承台(32)设置于所述下承台(33)上方。
4.根据权利要求1所述的一种支柱全自动包塑装置,其特征在于,所述接料箱(18)内侧左右对称安装有两组托板(34),所述托板(34)上端之间安装有半圆形截面的导向槽(35),所述导向槽(35)与所述热塑机构(17)右端对接。
5.根据权利要求4所述的一种支柱全自动包塑装置,其特征在于,所述接料箱(18)上端安装有一号顶盖板(36),所述一号顶盖板(36)前端安装有一号伺服电机(37),所述一号顶盖板(36)下端安装有与所述一号伺服电机(37)的输出轴相连的一号接料胶轮(38),所述一号顶盖板(36)下方设置有四号接料胶轮(39),所述导向槽(35)设置于所述一号接料胶轮(38)与所述四号接料胶轮(39)之间,所述接料箱(18)右侧上端安装有二号顶盖板(40),所述二号顶盖板(40)前端安装有二号伺服电机(41),所述二号顶盖板(40)下端安装有与所述二号伺服电机(41)的输出轴相连的二号接料胶轮(42),所述二号顶盖板(40)下方设置有三号接料胶轮(43)。
6.根据权利要求5所述的一种支柱全自动包塑装置,其特征在于,所述二号顶盖板(40)上方通过支架安装有传动电机(44),所述二号顶盖板(40)上端安装有与所述传动电机(44)的输出轴和三号接料胶轮(43)连接的传动轮(45),所述一号顶盖板(36)上端安装有与所述四号接料胶轮(39)连接的另一所述传动轮(45),所述传动轮(45)之间连接有传动带(46)。 说明书 : 一种支柱全自动包塑装置技术领域[0001] 本发明属于玻纤管包塑设备领域,具体涉及一种支柱全自动包塑装置。背景技术[0002] 在农业生产领域,农民通常用木杆或竹竿搭成架子来帮助藤本植物和攀爬类植物生长,常见的有丝瓜、扁豆和西红柿等,这些木杆或竹竿虽然环保,但风吹日晒之后会出现老化断裂,这样一方面不利于植物生长,另一方面是一次性使用,浪费大量木杆和竹竿。还有装饰花卉领域,也需要有花架来辅助花卉定形。[0003] 因此出现了一种专门为农业生产和花卉种植设计的支柱,支柱包括玻纤杆和包覆在玻纤杆上的塑胶层,玻纤杆的两端分别安装塑胶件,其中一个塑胶件为便于插入土壤的尖刺状,另一个塑胶件为平面状,做标记识别使用。[0004] 支柱在生产过程中需要在表面包裹一层塑料薄膜,令玻纤管整体性增强,断裂或碎裂时不会发生大量碎片的分散,在覆膜时一般要对两端装配好塑胶件的玻纤杆进行整体包塑,由于功能的不同,两端塑胶件的结构和颜色存在着一定的不同,目前主要是通过人工装配两端塑胶件后再进行包胶落料,效率较低,人工装配两端塑胶件到包胶还需要进行排料、上料等一系列工序,容易导致两端塑胶件松动或脱落,且容易导致包胶落料后同一捆不同支柱间两端塑胶件位置相反,在后续对支柱两端切削上料时需要重新排列,效率低。[0005] 因此,针对上述玻纤管两端装配件人工完成导致质量不稳定与效率低的问题,开发一种新型包塑设备,利用自动装配、连续输送机构和包塑热塑成型机构配合工作实现对支柱的整体包塑。发明内容[0006] (1)要解决的技术问题[0007] 针对现有技术的不足,本发明的目的在于提供一种支柱全自动包塑装置,该支柱全自动包塑装置只需要把玻纤杆及塑胶件放入相应储料仓后启动机器,机器按设定的程序从落管、送管、两端组装配件、包胶、落料从而形成半成品,然后再将半成品再经过两端切削即可形成产品。旨在解决现在的支柱生产过程中两端人工装配塑胶件导致质量不稳定与效率低的技术问题。[0008] (2)技术方案[0009] 为了解决上述技术问题,本发明提供了这样一种支柱全自动包塑装置,该支柱全自动包塑装置包括机架、安装于所述机架上端的固定支座、安装于所述机架上端的四位输送机构,所述机架上端设置有活动支座,所述活动支座设置于所述固定支座左侧,所述活动支座前端安装有一号送料架,所述固定支座前端安装有二号送料架,所述一号送料架和所述二号送料架内侧均竖向设置有不同规格的塑胶件,所述固定支座与所述活动支座对向一侧安装有倾斜平面的送料台,所述送料台上端之间分布有若干玻纤杆,所述一号送料架左端安装有水平油缸,所述一号送料架和所述二号送料架底端均开设有左右贯通的顶出孔,所述二号送料架右端安装有一号垂直油缸,所述一号垂直油缸下端安装有端头板,所述固定支座与所述活动支座对向一侧安装有前端具有限位片的挡板,所述挡板前端设置于所述一号送料架和所述二号送料架下方,所述机架上端设置有包塑机构,所述包塑机构设置于所述固定支座与所述四位输送机构之间,所述四位输送机构右侧设置有送热管,所述送热管前端安装有具有左右贯通的孔槽的热塑机构,所述热塑机构右侧设置有接料箱。[0010] 使用本技术方案的一种支柱全自动包塑装置时,使用人利用送料设备将两种塑胶件分别送入一号送料架和二号送料架,塑胶件沿一号送料架和二号送料架的卡槽自然下落到底端,同时,二号垂直油缸启动将卡块从落料槽内向上提升,将落料槽打开,玻纤杆沿送料台自然滑动通过落料槽掉入挡板,然后水平油缸向右伸出液压轴杆,从顶出孔内顶入,将最底端的塑胶件向右顶出并沿挡板移动,另一端的一号垂直油缸启动,令端头板下移到二号送料架的顶出孔侧面,玻纤杆随着水平油缸的顶动,与两侧的塑胶件插接完成,然后一号垂直油缸令端头板上移,水平油缸继续向右顶动,将装配好的杆件向右顶动进入挤压辊轮内,通过此种方式,将若干玻纤杆装配后持续向右输送,注塑机对杆件表面进行包塑,然后利用挤压辊轮的不断转动和表面摩擦力将杆件向右传送到四位输送机构,通过输送辊轮和上承台与下承台的对向夹持作用将杆件持续向右稳定且连续输送,杆件通过热塑机构的孔槽内,受到送热管的加热作用,令表面塑胶薄膜紧贴在杆件表面,连续输送过来的若干杆件表面形成连续完成的镀膜,一号伺服电机和二号伺服电机启动,传动电机同步启动,令一号接料胶轮和二号接料胶轮、三号接料胶轮和四号接料胶轮将杆件接收并利用自身转速高于四位输送机构的转速,将各杆件之间的塑胶薄膜拉断。[0011] 优选的,所述活动支座右端安装有两组处于同一水平面的线性电机,所述机架上端水平安装有贯穿于所述活动支座和所述线性电机的导轨,所述导轨右端固定连接于所述固定支座左端。活动支座通过水平移动调整与所述固定支座之间的距离,根据不同规格的玻纤杆自由调节。[0012] 优选的,所述固定支座和所述活动支座背向一端安装有卡固环,所述固定支座一侧的卡固环左端固定安装有平衡梁,所述平衡梁活动连接于所述活动支座一侧的另一所述卡固环内侧,所述平衡梁水平设置于所述固定支座和所述活动支座上端。活动支座水平移动的过程中通过平衡梁稳定其上部结构,避免薄板状的活动支座发生振动失稳或变形。[0013] 优选的,所述固定支座与所述活动支座对向一侧安装有二号垂直油缸,所述二号垂直油缸设置于所述送料台上方,所述二号垂直油缸下端安装有竖向伸缩的卡块,所述送料台内侧开设有落料槽,所述卡块设置于所述落料槽上方。卡块通过竖向移动将落料槽打开,令玻纤杆自然滑落,卡块落下后限制玻纤杆滚动。[0014] 优选的,所述包塑机构包括安装于框架后端的注塑机,安装于框架前端的四组矩形分布的挤压辊轮,所述注塑机与所述挤压辊轮之间具有输送塑胶薄膜材料的管道,所述挡板前端高度和所述水平油缸的液压轴杆高度与所述挤压辊轮之间的中心点高度相同。注塑机通过管道将薄膜包覆在装配后的杆件外部,然后利用挤压辊轮与杆件表面之间的滚动摩擦力将杆件向右传递。[0015] 优选的,所述四位输送机构包括安装于框架后端的驱动电机,上下对称安装于框架前端的四组输送辊轮,所述输送辊轮固定连接于所述驱动电机的输出轴上,所述输送辊轮之间的中心点高度与所述挤压辊轮之间的中心点高度相同。驱动电机驱动输送辊轮同步转动,利用与杆件表面的摩擦力将杆件向右传递。[0016] 优选的,所述定位机构上端安装有三号垂直油缸,所述三号垂直油缸的液压轴杆上固定连接有上承台,所述定位机构前端安装有高度与所述输送辊轮之间的中心点高度相同的下承台,所述上承台设置于所述下承台上方。三号垂直油缸控制上承台垂直升降,调整与下承台之间的距离,令杆件表面与上承台与下承台表面贴合,提高输送稳定性。[0017] 优选的,所述接料箱内侧左右对称安装有两组托板,所述托板上端之间安装有半圆形截面的导向槽,所述导向槽与所述热塑机构右端对接。杆件在接料箱内沿导向槽移动,确保接料方向准确。[0018] 优选的,所述接料箱上端安装有一号顶盖板,所述一号顶盖板前端安装有一号伺服电机,所述一号顶盖板下端安装有与所述一号伺服电机的输出轴相连的一号接料胶轮,所述一号顶盖板下方设置有四号接料胶轮,所述导向槽设置于所述一号接料胶轮与所述四号接料胶轮之间,所述接料箱右侧上端安装有二号顶盖板,所述二号顶盖板前端安装有二号伺服电机,所述二号顶盖板下端安装有与所述二号伺服电机的输出轴相连的二号接料胶轮,所述二号顶盖板下方设置有三号接料胶轮。一号伺服电机和二号伺服电机启动,控制一号接料胶轮和二号接料胶轮同步转动。[0019] 优选的,所述二号顶盖板上方通过支架安装有传动电机,所述二号顶盖板上端安装有与所述传动电机的输出轴和三号接料胶轮连接的传动轮,所述一号顶盖板上端安装有与所述四号接料胶轮连接的另一所述传动轮,所述传动轮之间连接有传动带。传动电机启动,通过传动带和传动轮的连接令带动令三号接料胶轮与四号接料胶轮同步转动。有益效果[0020] 与现有技术相比,本发明的有益效果在于:本发明的一种支柱全自动包塑装置采用倾斜的滑台结构配合电动控制的限位机构让玻纤管和塑料件配件自动排序,并配以伺服驱动机构,令玻纤管精准配入塑料件,实现自动化装配,使得两端塑胶件装配质量稳定,然后直接进行连续包塑并通过四位输送机构稳定的传动玻纤管令其经过包塑和热塑机构并均匀覆膜,配以接料装置处精准的断开装置以及自动计数装置,可以有效的将连续包塑的若干玻纤管之间断开,避免两端塑胶件松动或脱落的同时,使得落料后支柱方向一致,从而便于后续两端切削时上料。附图说明[0021] 图1为本发明一种支柱全自动包塑装置具体实施方式的正面结构示意图;[0022] 图2为本发明一种支柱全自动包塑装置具体实施方式的装配机构结构示意图;[0023] 图3为本发明一种支柱全自动包塑装置具体实施方式的一号送料架结构示意图;[0024] 图4为本发明一种支柱全自动包塑装置具体实施方式的包塑机构结构示意图;[0025] 图5为本发明一种支柱全自动包塑装置具体实施方式的四位输送机构结构示意图;[0026] 图6为本发明一种支柱全自动包塑装置具体实施方式的热塑机构结构示意图;[0027] 图7为本发明一种支柱全自动包塑装置具体实施方式的接料箱结构示意图。[0028] 附图中的标记为:1、机架;2、固定支座;3、活动支座;4、一号送料架;5、二号送料架;6、塑胶件;7、送料台;8、玻纤杆;9、水平油缸;10、顶出孔;11、一号垂直油缸;12、端头板;13、挡板;14、包塑机构;15、四位输送机构;16、送热管;17、热塑机构;18、接料箱;19、线性电机;20、导轨;21、卡固环;22、平衡梁;23、二号垂直油缸;24、卡块;25、落料槽;26、注塑机;27、挤压辊轮;28、驱动电机;29、输送辊轮;30、定位机构;31、三号垂直油缸;32、上承台;33、下承台;34、托板;35、导向槽;36、一号顶盖板;37、一号伺服电机;38、一号接料胶轮;39、四号接料胶轮;40、二号顶盖板;41、二号伺服电机;42、二号接料胶轮;43、三号接料胶轮;44、传动电机;45、传动轮;46、传动带。具体实施方式[0029] 本具体实施方式是用于一种支柱全自动包塑装置,其正面结构示意图如图1所示,装配机构结构示意图如图2所示,一号送料架4结构示意图如图3所示,包塑机构14结构示意图如图4所示,四位输送机构15结构示意图如图5所示,热塑机构17结构示意图如图6所示,接料箱18结构示意图如图7所示,该支柱全自动包塑装置包括机架1、安装于机架1上端的固定支座2、安装于机架1上端的四位输送机构15,机架1上端设置有活动支座3,活动支座3设置于固定支座2左侧,活动支座3前端安装有一号送料架4,固定支座2前端安装有二号送料架5,一号送料架4和二号送料架5内侧均竖向设置有不同规格的塑胶件6,固定支座2与活动支座3对向一侧安装有倾斜平面的送料台7,送料台7上端之间分布有若干玻纤杆8,一号送料架4左端安装有水平油缸9,一号送料架4和二号送料架5底端均开设有左右贯通的顶出孔10,二号送料架5右端安装有一号垂直油缸11,一号垂直油缸11下端安装有端头板12,固定支座2与活动支座3对向一侧安装有前端具有限位片的挡板13,挡板13前端设置于一号送料架4和二号送料架5下方,机架1上端设置有包塑机构14,包塑机构14设置于固定支座2与四位输送机构15之间,四位输送机构15右侧设置有送热管16,送热管16前端安装有具有左右贯通的孔槽的热塑机构17,热塑机构17右侧设置有接料箱18。[0030] 针对本具体实施方式,线性电机19将电能直接转换成直线运动机械能,导轨20为固定有磁铁的磁性轨道,线性电机19的动子包括线圈绕组,霍尔元件电路板,电热调节器和电子接口,通过导轨20保持动子在磁轨产生的磁场中的位置,通过直线编码器反馈线性电机19位置,磁力推动线性电机19沿导轨20轴向移动,根据不同玻纤杆8的长度自由调节固定支座2和活动支座3之间的距离。[0031] 其中,活动支座3右端安装有两组处于同一水平面的线性电机19,机架1上端水平安装有贯穿于活动支座3和线性电机19的导轨20,导轨20右端固定连接于固定支座2左端,固定支座2和活动支座3背向一端安装有卡固环21,固定支座2一侧的卡固环21左端固定安装有平衡梁22,平衡梁22活动连接于活动支座3一侧的另一卡固环21内侧,平衡梁22水平设置于固定支座2和活动支座3上端。活动支座3通过水平移动调整与固定支座2之间的距离,根据不同规格的玻纤杆8自由调节,活动支座3水平移动的过程中通过平衡梁22稳定其上部结构,避免薄板状的活动支座3发生振动失稳或变形。[0032] 同时,固定支座2与活动支座3对向一侧安装有二号垂直油缸23,二号垂直油缸23设置于送料台7上方,二号垂直油缸23下端安装有竖向伸缩的卡块24,送料台7内侧开设有落料槽25,卡块24设置于落料槽25上方。卡块24通过竖向移动将落料槽25打开,令玻纤杆8自然滑落,卡块24落下后限制玻纤杆8滚动。[0033] 另外,包塑机构14包括安装于框架后端的注塑机26,安装于框架前端的四组矩形分布的挤压辊轮27,注塑机26与挤压辊轮27之间具有输送塑胶薄膜材料的管道,挡板13前端高度和水平油缸9的液压轴杆高度与挤压辊轮27之间的中心点高度相同,四位输送机构15包括安装于框架后端的驱动电机28,上下对称安装于框架前端的四组输送辊轮29,输送辊轮29固定连接于驱动电机28的输出轴上,输送辊轮29之间的中心点高度与挤压辊轮27之间的中心点高度相同,定位机构30上端安装有三号垂直油缸31,三号垂直油缸31的液压轴杆上固定连接有上承台32,定位机构30前端安装有高度与输送辊轮29之间的中心点高度相同的下承台33,上承台32设置于下承台33上方。注塑机26通过管道将薄膜包覆在装配后的杆件外部,然后利用挤压辊轮27与杆件表面之间的滚动摩擦力将杆件向右传递,驱动电机28驱动输送辊轮29同步转动,利用与杆件表面的摩擦力将杆件向右传递,三号垂直油缸31控制上承台32垂直升降,调整与下承台33之间的距离,令杆件表面与上承台32与下承台33表面贴合,提高输送稳定性。[0034] 此外,接料箱18内侧左右对称安装有两组托板34,托板34上端之间安装有半圆形截面的导向槽35,导向槽35与热塑机构17右端对接,接料箱18上端安装有一号顶盖板36,一号顶盖板36前端安装有一号伺服电机37,一号顶盖板36下端安装有与一号伺服电机37的输出轴相连的一号接料胶轮38,一号顶盖板36下方设置有四号接料胶轮39,导向槽35设置于一号接料胶轮38与四号接料胶轮39之间,接料箱18右侧上端安装有二号顶盖板40,二号顶盖板40前端安装有二号伺服电机41,二号顶盖板40下端安装有与二号伺服电机41的输出轴相连的二号接料胶轮42,二号顶盖板40下方设置有三号接料胶轮43。杆件在接料箱18内沿导向槽35移动,确保接料方向准确,二号顶盖板40上方通过支架安装有传动电机44,二号顶盖板40上端安装有与传动电机44的输出轴和三号接料胶轮43连接的传动轮45,一号顶盖板36上端安装有与四号接料胶轮39连接的另一传动轮45,传动轮45之间连接有传动带46,一号伺服电机37和二号伺服电机41启动,控制一号接料胶轮38和二号接料胶轮42同步转动,传动电机44启动,通过传动带46和传动轮45的连接令带动令三号接料胶轮43与四号接料胶轮39同步转动。[0035] 使用本技术方案的一种支柱全自动包塑装置时,使用人根据所要安装的玻纤杆8长度,启动线性电机19,令其沿导轨20水平移动,带动活动支座3靠近或远离固定支座2,然后将玻纤杆8依次放在送料台7上,利用送料设备将两种塑胶件6分别送入一号送料架4和二号送料架5,塑胶件6沿一号送料架4和二号送料架5的卡槽自然下落到底端,同时,二号垂直油缸23启动将卡块24从落料槽25内向上提升,将落料槽25打开,玻纤杆8沿送料台7自然滑动通过落料槽25掉入挡板13,然后水平油缸9向右伸出液压轴杆,从顶出孔10内顶入,将最底端的塑胶件6向右顶出并沿挡板13移动,另一端的一号垂直油缸11启动,令端头板12下移到二号送料架5的顶出孔10侧面,玻纤杆8随着水平油缸9的顶动,与两侧的塑胶件6插接完成,然后一号垂直油缸11令端头板12上移,水平油缸9继续向右顶动,将装配好的杆件向右顶动进入挤压辊轮27内,通过此种方式,将若干玻纤杆8装配后持续向右输送,注塑机26对杆件表面进行包塑,然后利用挤压辊轮27的不断转动和表面摩擦力将杆件向右传送到四位输送机构15,通过输送辊轮29和上承台32与下承台33的对向夹持作用将杆件持续向右稳定且连续输送,杆件通过热塑机构17的孔槽内,受到送热管16的加热作用,令表面塑胶薄膜紧贴在杆件表面,连续输送过来的若干杆件表面形成连续完成的镀膜,一号伺服电机37和二号伺服电机41启动,传动电机44同步启动,令一号接料胶轮38和二号接料胶轮42、三号接料胶轮43和四号接料胶轮39将杆件接收并利用自身转速高于四位输送机构15的转速,将各杆件之间的塑胶薄膜拉断,最终实现支柱同方向落料。
专利地区:江西
专利申请日期:2022-08-22
专利公开日期:2024-07-09
专利公告号:cn115320122b
以上信息来自国家知识产权局,如信息有误请联系我方更正!


